Categorías
Problemas y Tratamiento en el Proceso de Producción de Tuberías de PE
March 30 , 2023Con el avance continuo de la tecnología, la máquina de tuberías de PE se usa ampliamente en todos los aspectos de la producción y la vida debido a sus ventajas únicas, como el suministro de agua para edificios, el drenaje para construcciones, la transmisión y distribución de gas enterrado, las tuberías de gas, la carcasa protectora eléctrica y de telecomunicaciones, tuberías industriales, tuberías agrícolas, etc. Entonces, ¿qué problemas se pueden encontrar en el proceso de producción de tuberías de PE? Este artículo enumerará algunos problemas que pueden ocurrir en el proceso de producción y brindará las soluciones correspondientes.
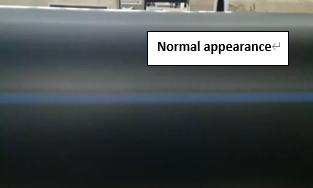
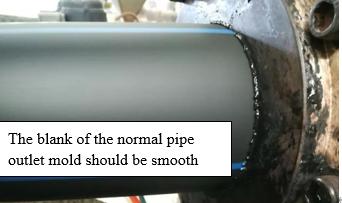
En primer lugar, la apariencia normal de la tubería de PE debe ser suave y simétrica, y la extrusora de tubería de PE debe hacer que la manifestación específica sea una apariencia suave, plana, uniforme y de color consistente. Como se muestra en la siguiente figura.
Sin embargo, pueden surgir varios problemas durante el proceso de producción, tales como:
a) La superficie de la tubería es rugosa.
b) Aparecen marcas de ranuras en la superficie exterior de la tubería.
c) Aparecen marcas de ranuras en la superficie interna de la tubería.
La solución específica es la siguiente.
a) La superficie de la tubería es rugosa.
Ajuste la temperatura del proceso. El problema generalmente es causado por la baja temperatura.
Aumente la temperatura del agua de refrigeración o la velocidad de producción.
Verifique si la vía de agua está bloqueada o si la presión del agua es desigual, lo que provoca que el agua se derrame y quede rugosa en la superficie de la tubería. O verifique si la presión del agua es demasiado alta y la velocidad de enfriamiento es demasiado rápida.
Verifique si el anillo de calentamiento del barril y la cabeza están dañados, lo que resulta en una temperatura de procesamiento insuficiente.
Ajuste el caudal de entrada del manguito de dimensionamiento.
Consulte al proveedor de la materia prima sobre los parámetros de la materia prima de este lote (tamaño de fusión, temperatura de procesamiento, etc.)
Verifique la temperatura del núcleo del molde, si es más alta que la temperatura de la sección del troquel de salida, aumente o disminuya la temperatura del núcleo.
Limpie el molde (0.5-1CM en el molde del núcleo es particularmente propenso a la coque y hace que la superficie quede sin pulir).
Ajuste la distancia entre el manguito de dimensionamiento y la matriz de salida, cuanto más cerca sea la distancia, más suave será la superficie de la tubería.
Ajuste de la fórmula; El problema generalmente es causado por la mala proporción de dedo de bajo punto de fusión y material de dedo de alto punto de fusión.
b) Aparecen marcas de ranuras en la superficie exterior de la tubería.

Ajuste la presión de salida del manguito de dimensionamiento, se requiere que la salida de agua esté equilibrada, y la cantidad excesiva de agua puede causar fácilmente la zanja.
Ajuste el ángulo de la boquilla en el tanque de calibración de vacío para que la tubería se enfríe uniformemente.
Verifique si hay residuos, rebabas, etc. en herrajes como matrices de salida, manguitos de dimensionamiento, máquinas de corte, etc.
Al reemplazar las materias primas, también formará surcos rayados, que llevará tiempo mejorar. Al cambiar las materias primas (como MPP por PE), es necesario lavar el barril de la línea de extrusión de tubería de PE con aproximadamente 200 kg de material puro con un dedo de bajo punto de fusión, lavar otros materiales en el barril y luego usar material de fórmula para producir.
c) Aparecen marcas de ranuras en la superficie interna de la tubería.
Verifique si la tubería interna está inundada con agua y, si ingresa agua, apriete firmemente la pieza en bruto de la tubería que acaba de exportarse al molde para cerrar su cavidad interna. Los diámetros grandes se deben detener para drenar el agua antes de la puesta en marcha, o se utiliza un dique para evitar que el agua se vierta en la tubería recién conectada.
Reducir la temperatura interna del molde.
Limpie y repare el molde de pulido, ya que el molde puede tener una acumulación de coque.
El tiempo de inactividad excesivo provoca la baja temperatura del molde central o conduce a la formación de incrustaciones en el molde.
No. 17, Xiwei road, Qiandeng town, Kunshan city, Jiangsu province, China
Email : jelf@wonplus.com.cn
Tel : +86-18962213276
Whatsapp : +86-18962213276
 Compatible con red IPv6
Compatible con red IPv6